このサイトは、分析とユーザーエクスペリエンスの向上のために Cookie を使用しています。「同意する」をクリックすると、Cookieの使用に同意したことになります。詳しくは、プライバシーポリシーをご覧ください。
同意する 拒否する
|
デザイヤ デザイヤについてデザイヤ取扱説明デザイヤミーリングキット取扱説明デザイヤよくある質問 デザイヤカテゴ…
ビリヤードカテゴリ
細いシャフトをマウントしたい! かなりのお声を頂くようになってまいりました。 試行錯誤し複数のモニター評価を得…
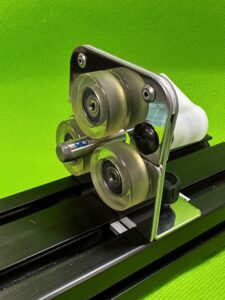
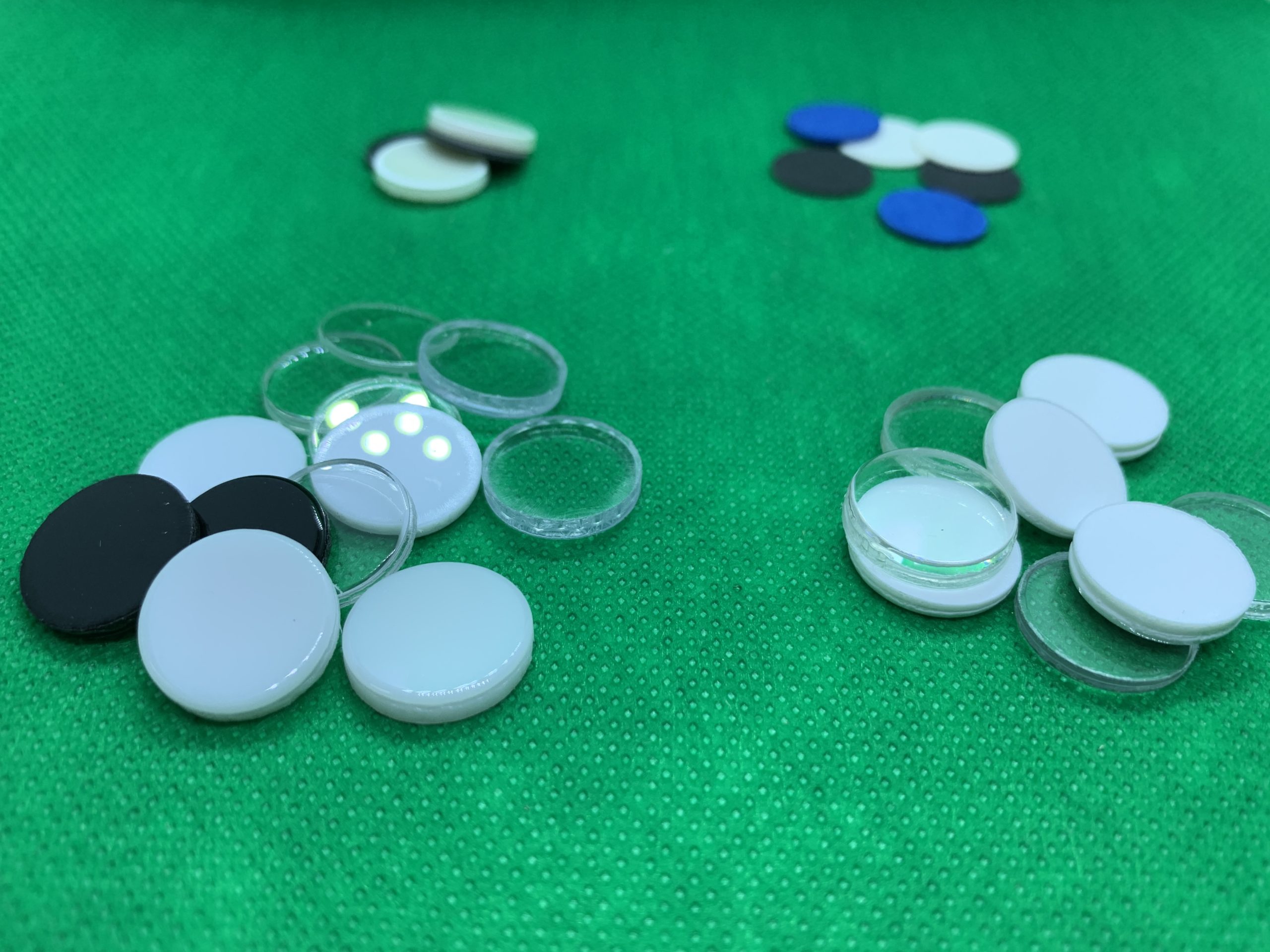
ビリヤードのタップをプレスする為の治具です。 目標の硬さ・厚さに調整できるよう設計・製作しました
タップ座の注目度が高まってきましたので説明ページを作りました。
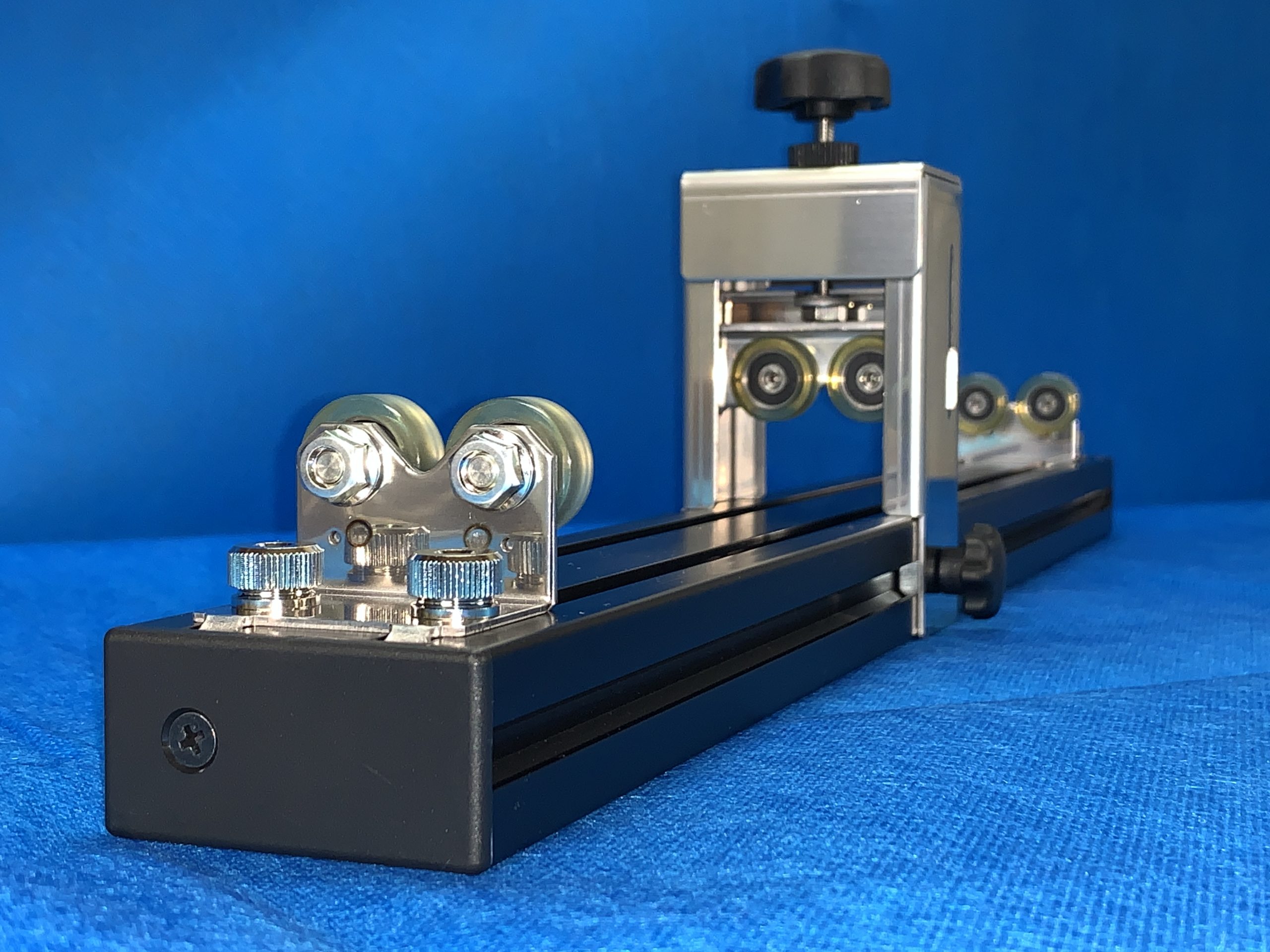
開発の経緯 シャフトの曲りを修正したい!そんな声を多数聞いてました 開発中に気をつけた事 シンプルに簡単に!安…
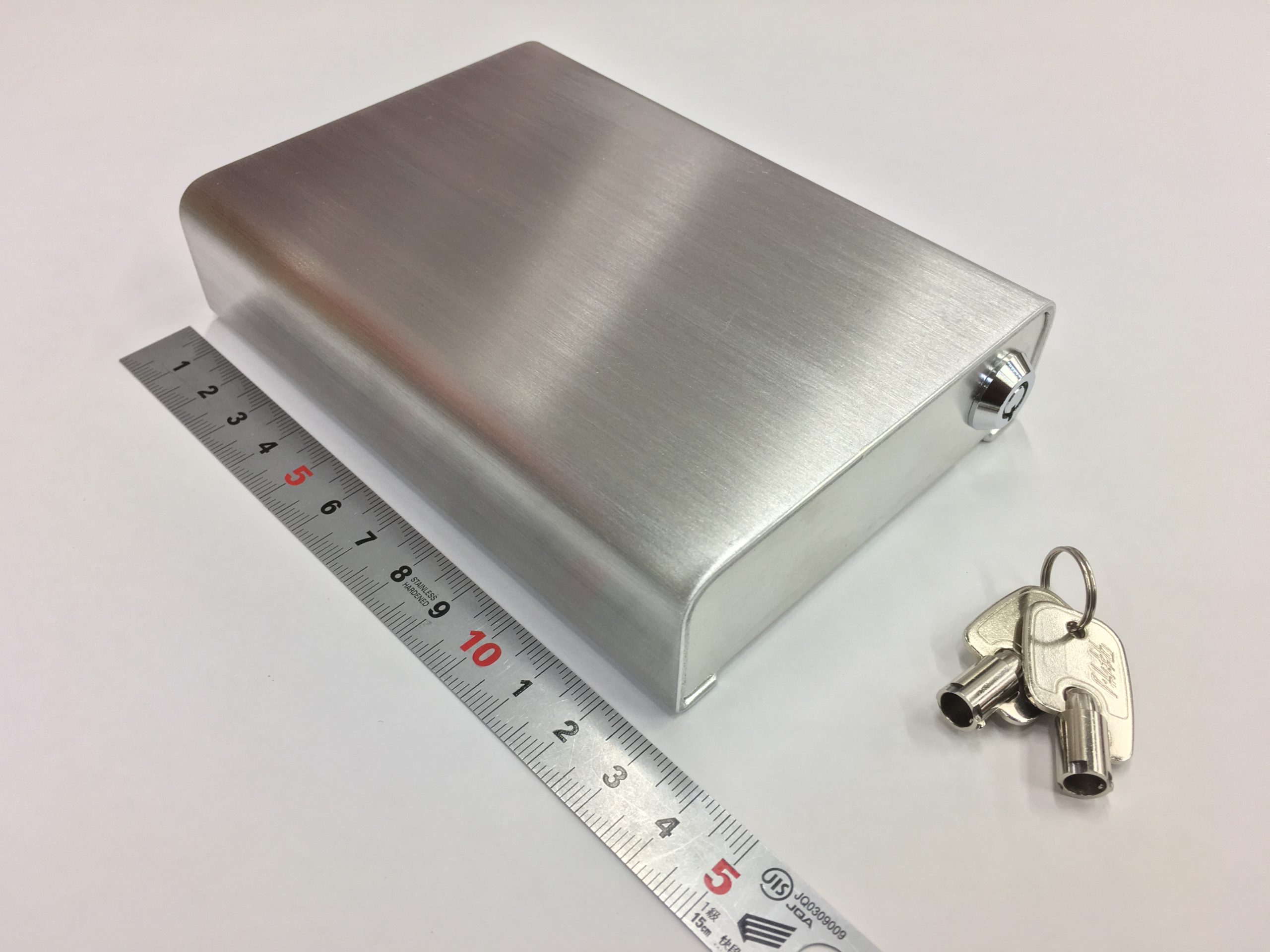
鍵付きで安心なバイク用ETCケースです。 市場に構造上のためか不格好な製品しかなく、選択肢の一つになればと思い…
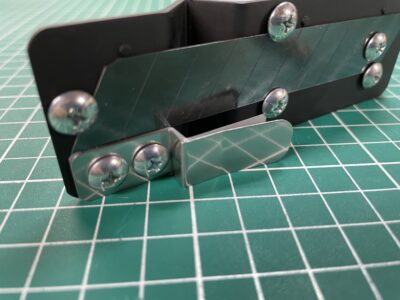
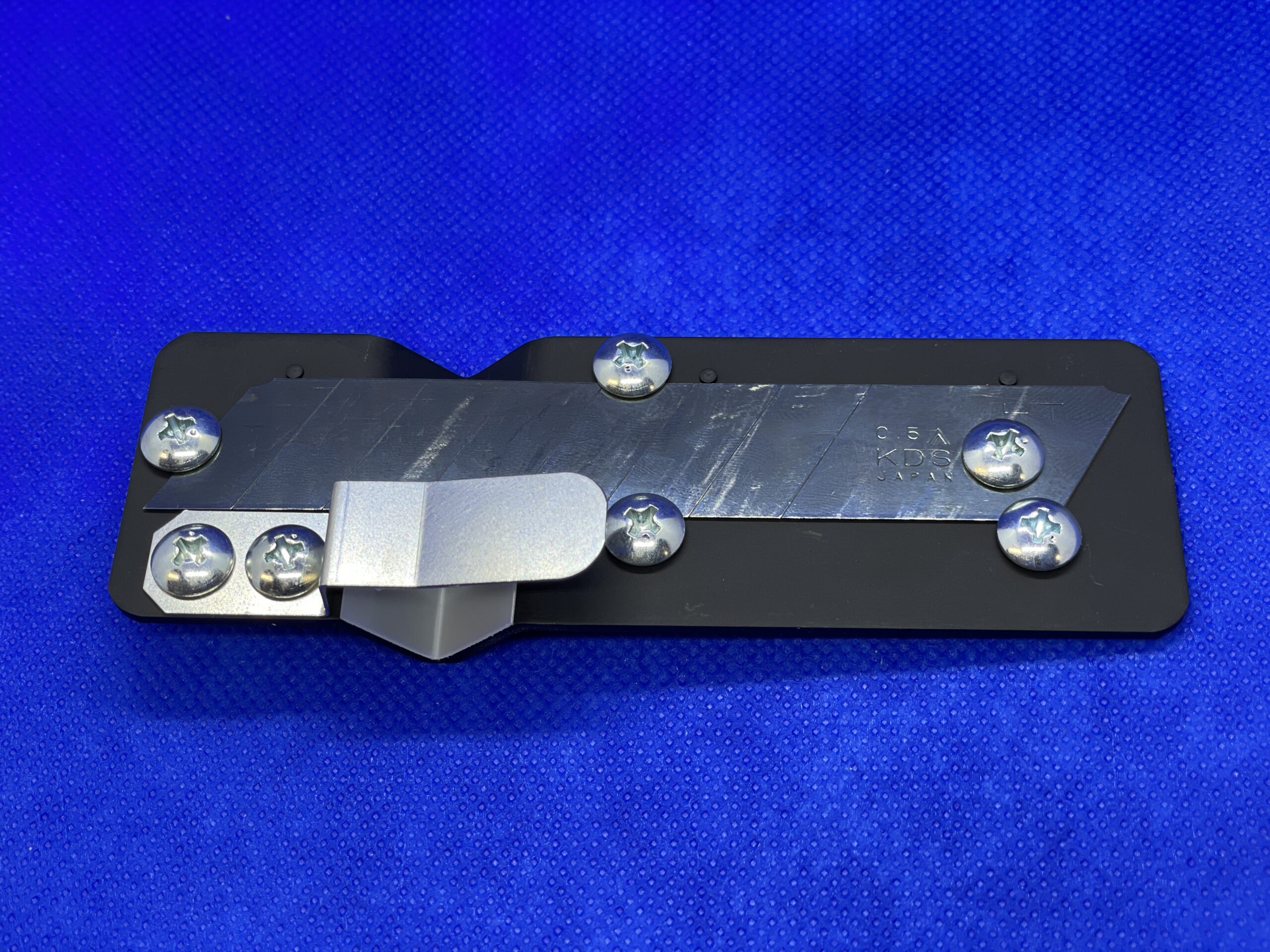
billiardsのタップを交換する作業で先角(さきづの)の水平出しが有りますが一般的なカッターで刃を立てて使…
現在お買い物カゴには何も入っていません。
通知